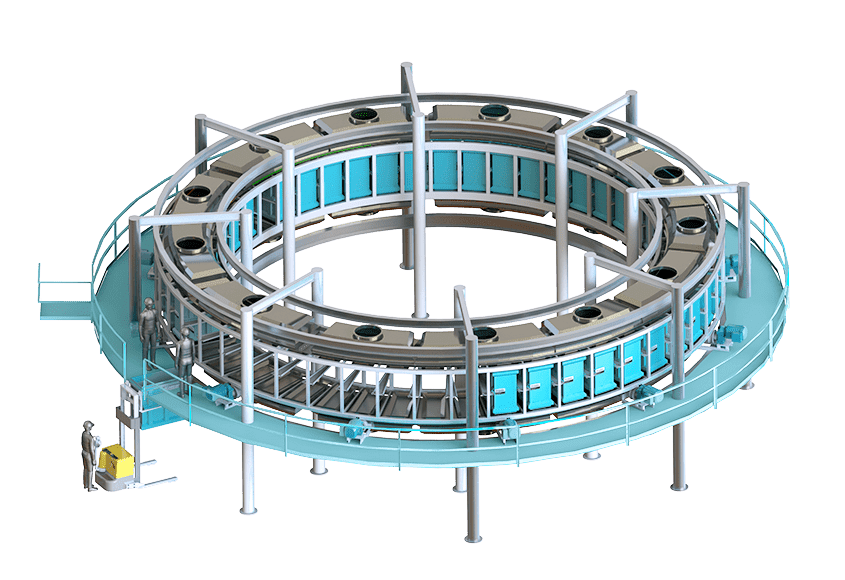
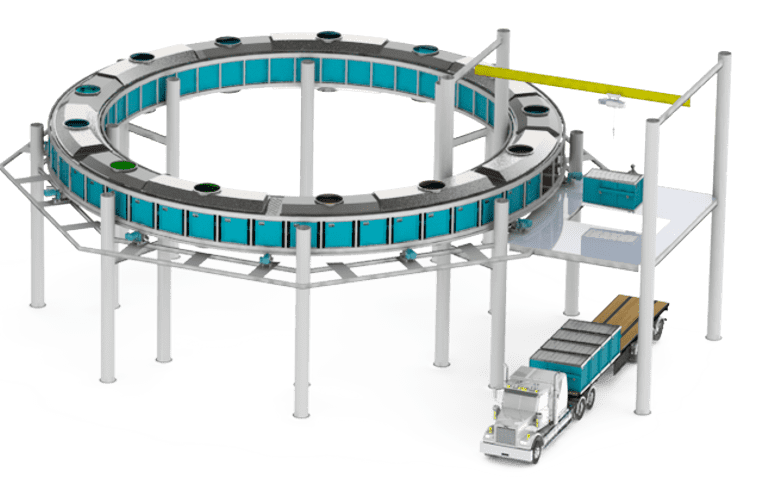
With Svante’s nanoengineered filters inside, our commercial-scale regenerative rotary contactors, known as rotary adsorption machines or “RAMs”, can capture thousands of tonnes CO2 emissions per day. To capture more carbon, simply add another machine to your site.